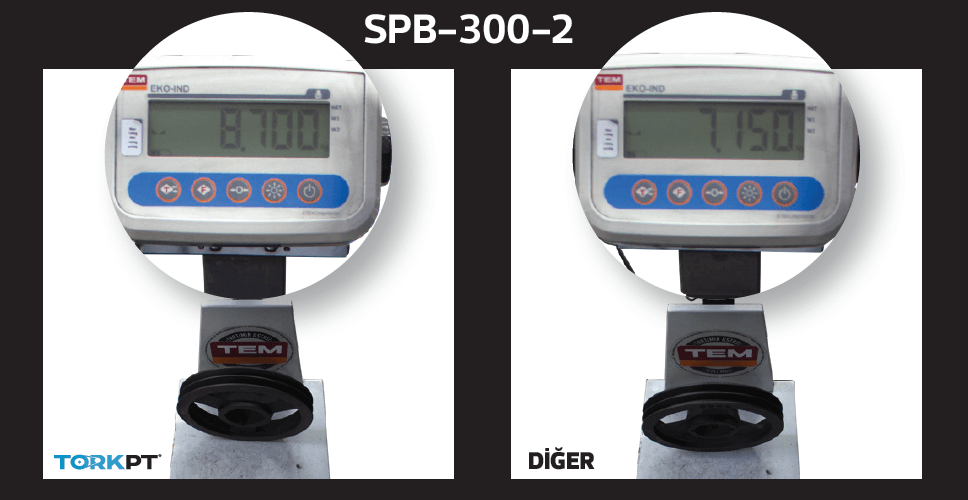
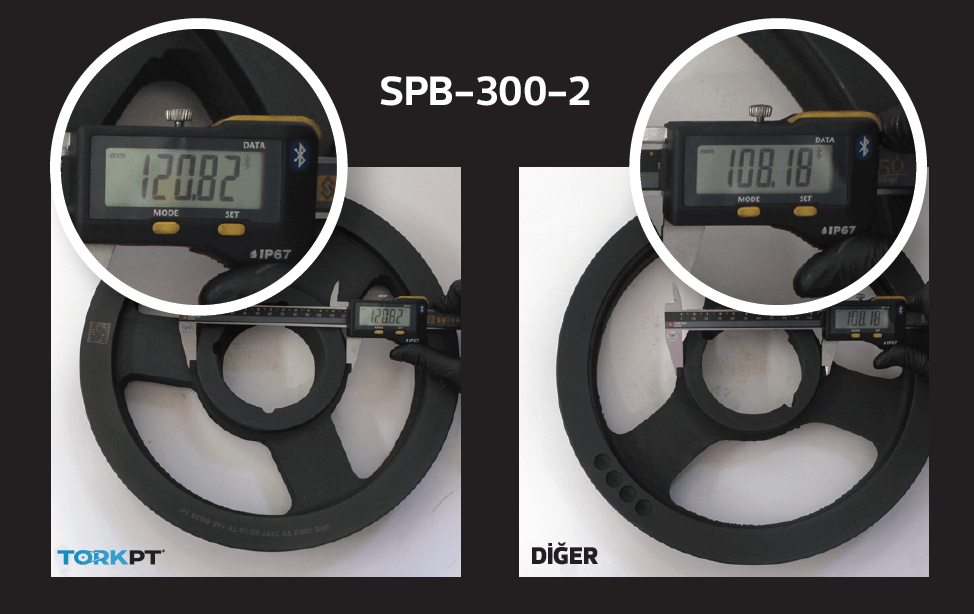
SONUÇLARI : Ürün mukavemetinde düşüş, çatlama, kırılma, kopmalar
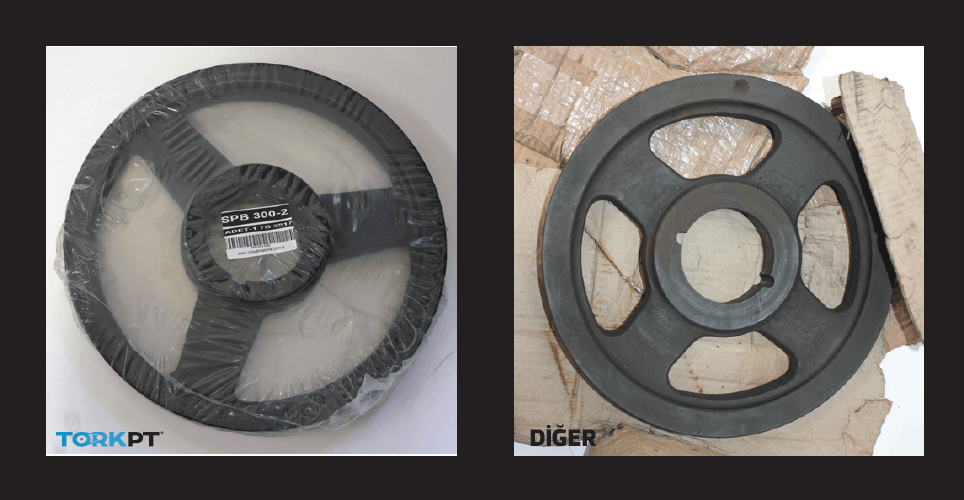
TORKPT FARKI : Maliyet etkisi düşünülmeksizin standartlar dahilinde imalat SPB-300-2 nolu ürün Torkpt markasında 8,70 Kg gelirken diğer markada 7,15 Kg gelmektedir.
PROBLEM : Standart model dışı imalat
SEBEPLER : Maliyetten kaçınma hilesi
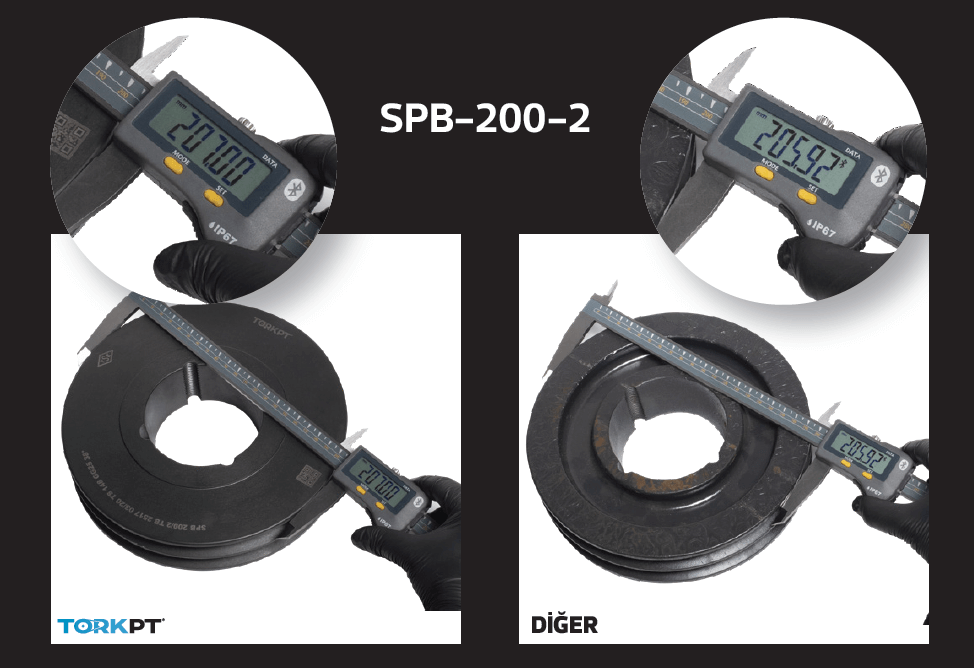
SONUÇLARI : Ürün mukavemetinde düşüş, çatlama, kırılma, kopmalar
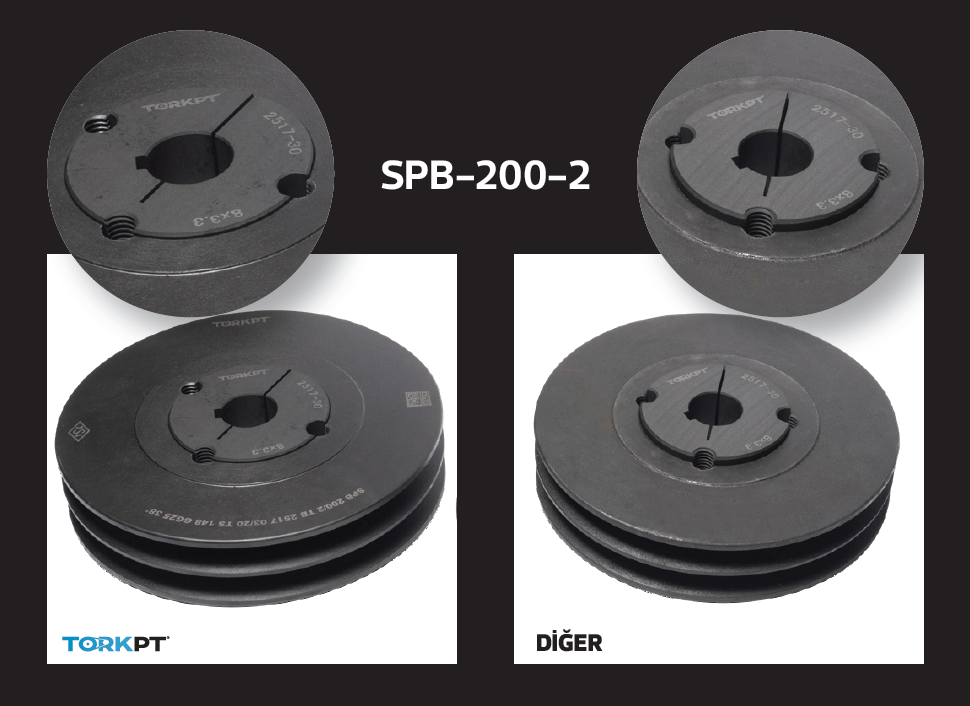
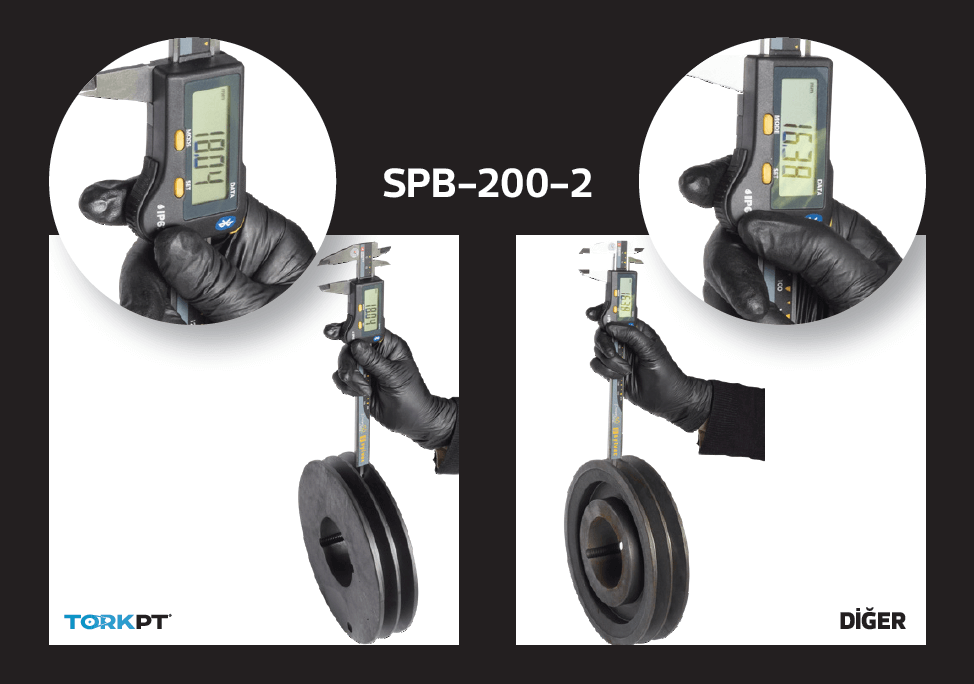
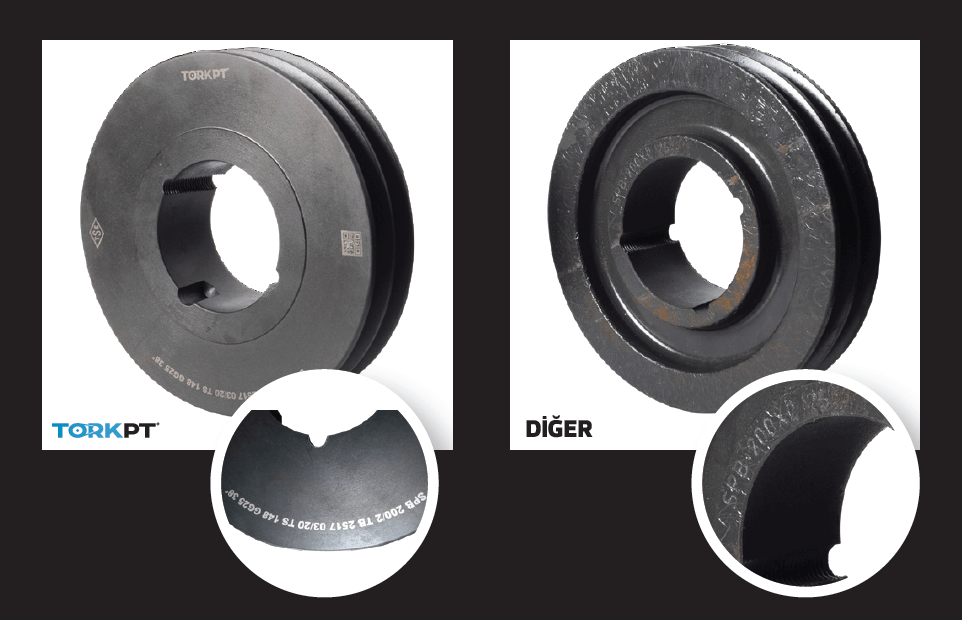
TORKPT FARKI : Maliyet etkisi düşünülmeksizin standartlar dahilinde imalat SPB-200-2 nolu ürün Torkpt markasında standart model iken diğer markada standart dışıdır
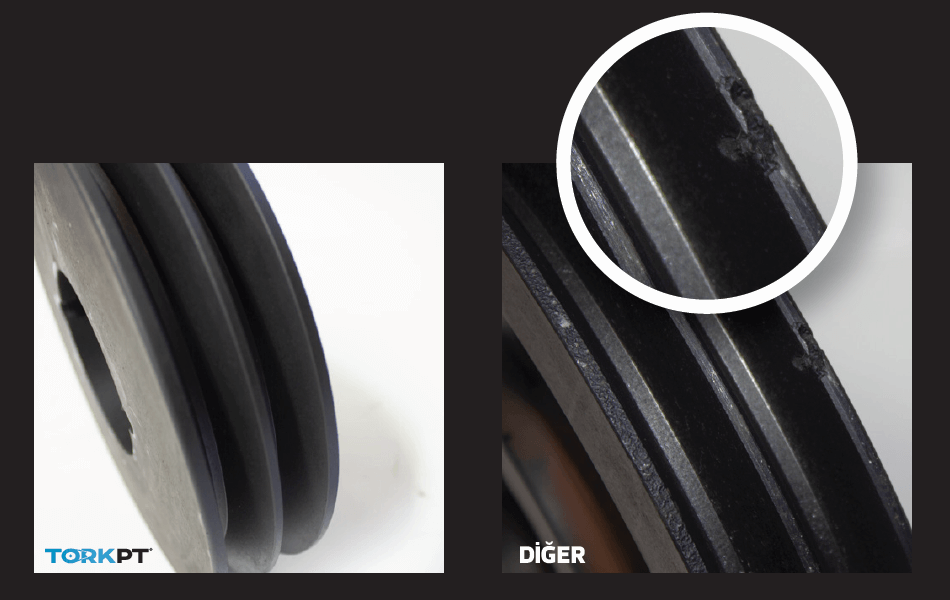
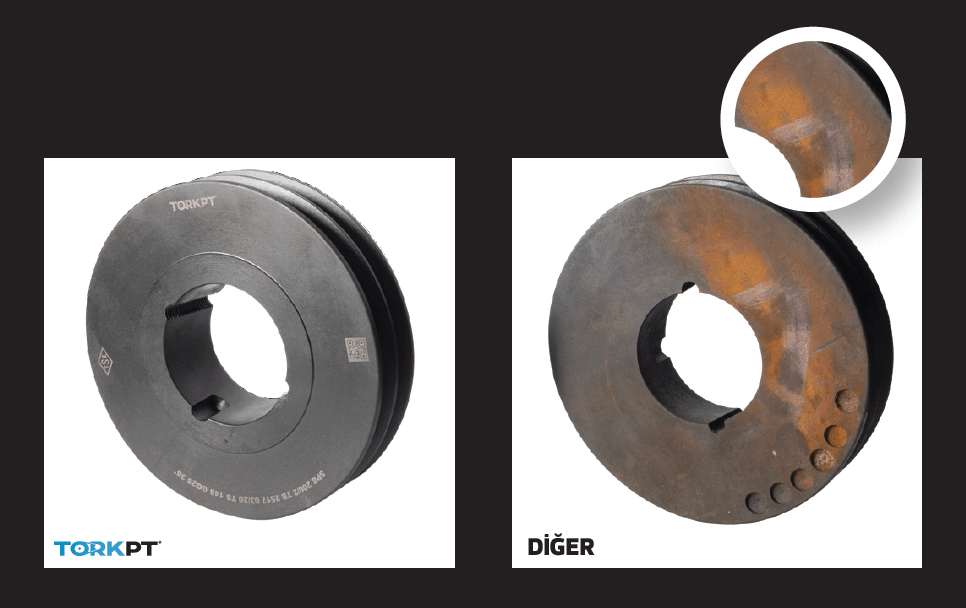
SONUÇLARI : Görünen veyahut görünmeyen döküm boşlukları, kasnağın mukavemetini etkileyebileceği gibi balansa da sebep olur. Kanal içinde boşluk olması kayışın deformasyonuna ve yırtılarak kopmasına sebep olacaktır.
TORKPT FARKI : Burç ve civataların içerisinde oluşabilecek döküm boşlukları ise sıyırmalara sebep olup istenilen performansın alınmasını engelleyecektir. Döküm prosesinde şartların kontrol altına alınması
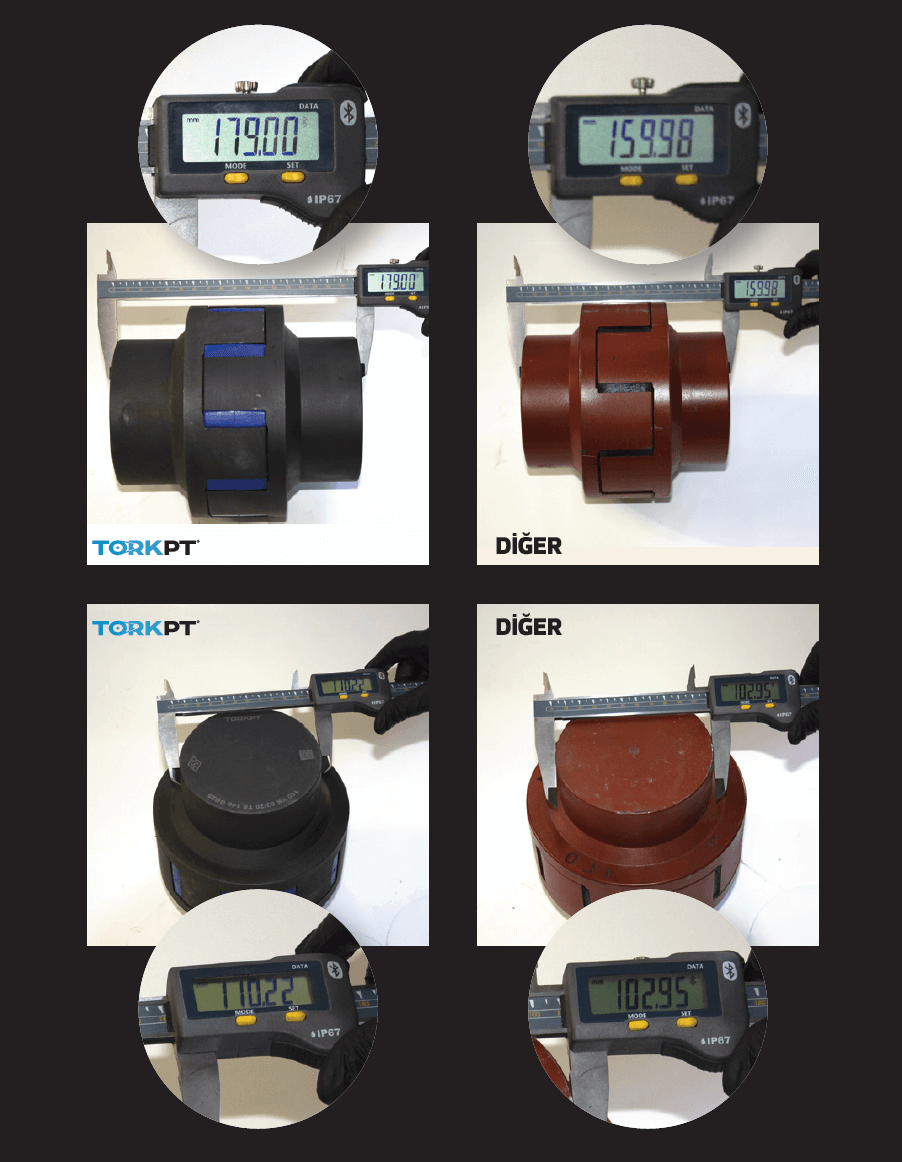
PROBLEM : Kaplinlerde ölçü düşüklüğü
SEBEPLER : Maliyetten kaçınma hilesi
SONUÇLARI : Kaplin seçimi yapılırken daha küçük çaptaki ve boydaki ürünle karşılanabilecek moment değerinin daha büyük çapta ürünle karşılanması
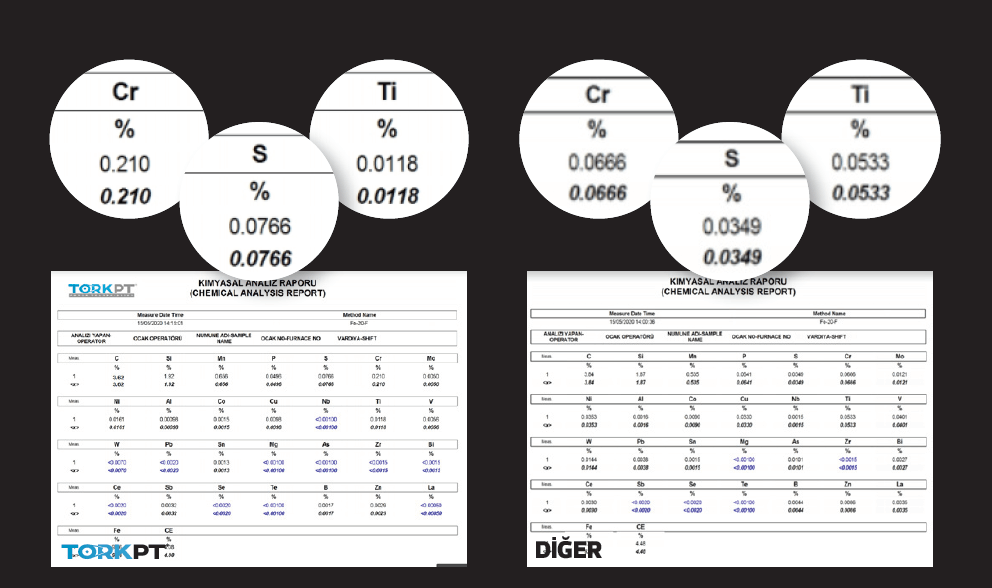
SEBEPLER : Laboratuvar, ekipman ve mühendislik eksikliği, maliyetten kaçınma hilesi
SONUÇLARI : Erken deformasyon, yüzey pürüzlülüğü, mukavemet düşüklüğü
TORKPT FARKI : Tam teşekküllü döküm laboratuvarı, konusunda uzman teknik ekip, izlenilebilir proses kontrol ve arşivleme
PROBLEM : Standart altı göbek çapı ölçüsü
SEBEPLER : Maliyetten kaçınma hilesi
SONUÇLARI : Ürün mukavemetinde düşüş, çatlama, kırılma, kopmalar
TORKPT FARKI : Maliyet etkisi düşünülmeksizin standartlar dahilinde imalat
PROBLEM : Dış çap ölçü hataları
SEBEPLER : Model uygunsuzlukları, işleme hataları veya etken çap olan kayışın çalışma çapı olduğunun bilincinin oturmamış olması
SONUÇLARI : Proje için öngörülen çapa uygun üretim yapılmadığı taktirde, kasnaktan istenilen devrin elde edilememesi
TORKPT FARKI : Standartlar dahilinde imalat, proses kontrol sisteminin etkin işlemesi ve toleransların doğru belirlenerek bu toleransların dışına çıkılmaması
PROBLEM : Hatalı kanal açısı
SEBEPLER : İşleme hataları, yetersiz veya yapılmayan kalite kontrol
SONUÇLARI : Kanal açısının gereken değerden farklı olması, kayışın gerekli sürtünmeyi alamayıp kasnak üzerinde kaymasına, kayış kaçırmaları ya da sürtünme durumunun fazla olmasına ve kayışın fazla ısınarak daha erken deforme olmasına sebebiyet verir.
TORKPT FARKI : Özel açı mastarları ile sürekli kontroller
PROBLEM : Bozuk burç açısı
SEBEPLER : İşleme hataları, yetersiz veya yapılmayan kalite kontrol
SONUÇLARI : Kasnak burcunun 4 derece olan standardı yakalanamaz ise kasnak-burç uyumsuzluğu oluşur. Kasnak ve burç boşta takılıyken belli olmayabilir ama kayışlar takılıp sistem yükte çalıştığında mutlaka salgı yapacaktır.
TORKPT FARKI : Uygun ekipmanlar sağlanır, burç mastarları ile kontroller sürekli yapılır.
PROBLEM : Yanlış kanal derinliği
SEBEPLER : Maliyetten kaçınma hilesi
SONUÇLARI : Maliyet azaltmak için hileli model seçimi, yanlış işleme Kanal derinliğinin olması gerekenden eksik girilmesi halinde kayış kanala tam oturur ve kayış altında boşluk kalmaz. Buda kayışın hava alamamasına, kayışın erken ısınmasına, ısınmadan dolayı kayışta deformasyona ve erken kopmalara sebep olur. Kanal profilleri için derinlik değerleri DIN 2211 nolu standarda göre belirlenmektedir.
TORKPT FARKI : Özel açı mastarları ile sürekli kontroller, standarda uygun model seçimi
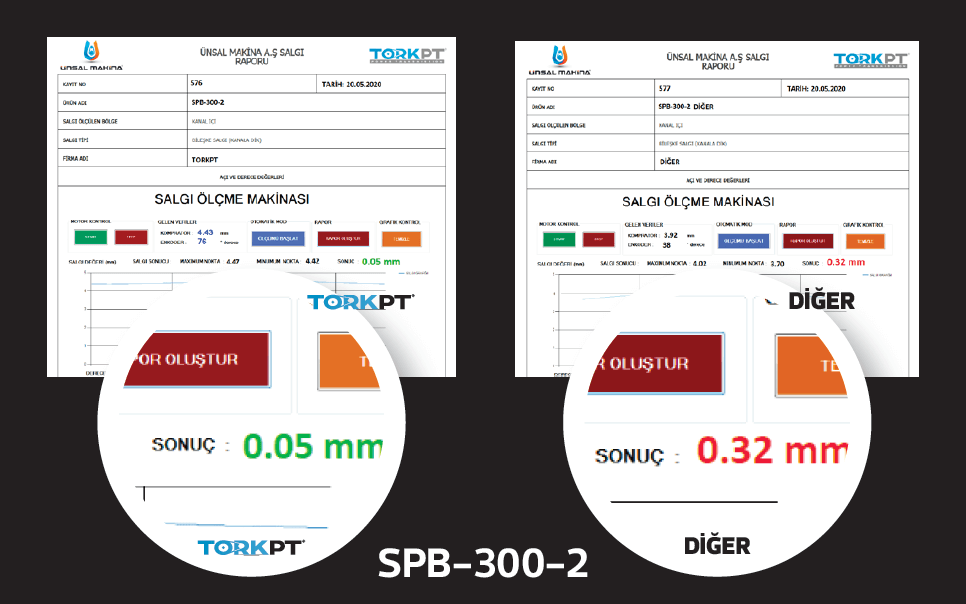
PROBLEM : Salgı
SEBEPLER : Kasnağın imalat aşamalarındaki yanlış yapılan proseslerden kaynaklanabileceği gibi montajdan kaynaklı da olabilir.
SONUÇLARI : Kasnağın bağlandığı mil ile eksenel ve radyal olarak kaçık dönmesi ile sonuçlanır.
TORKPT FARKI : Salgı test makinası ile sürekli salgı kontrollerinin yapılarak raporlanıp, arşivlenmesi
PROBLEM : Balans
SEBEPLER : Balansın en büyük nedeni dökülen dökme demir içindeki boşluklar ve simetrik olması gereken bölgelerdeki kaçıklıklardır.
SONUÇLARI : Geometrik merkez ile dönme merkezinin farklı olmasından kaynaklı kütlesel dengesizlik olan balansın alınmaması durumunda kasnak üzerinde ekstra bir dinamik yük oluşacağından bu durum istenmeyen titreşimlere sebep olur. Ayrıca rulman üstüne düşen dengesiz yüklerden dolayı da rulmanın ömrü bir hayli düşecektir.
TORKPT FARKI : Dünyanın en iyisi SCHENK marka balans makinesi ile g0,4 hassasiyetine kadar balansları alınarak raporlanıp, arşivlenmesi
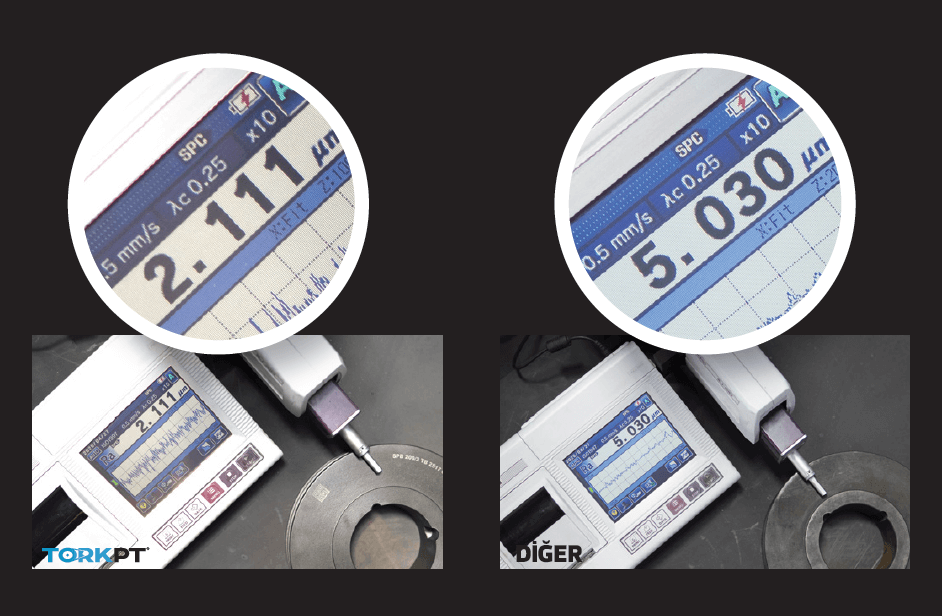
PROBLEM : Aşırı yüzey pürüzlülüğü
SEBEPLER : Döküm kalitesinin kötü oluşu, kalitesiz elmas kullanımı ve daha hızlı işleme kaygısı Döküm kalitesinin kötü oluşu, kalitesiz elmas kullanımı ve daha hızlı işleme kaygısı
SONUÇLARI : Kanallardaki pürüzlülüğün fazla olması durumunda kayışlarda çabuk yıpranma ve kopmalar olur. Daha pürüzsüz olması durumunda ise kayış kasnak arası sürtünme katsayısı düşeceğinden istenilen sarma gerçekleşmeyebilir.
TORKPT FARKI : Kaliteli elmas kullanımı, döküm spektral analizlerin sürekli kontrolü ve arşivlenmesi, en doğru devir ve ilerleme ile üretim yapılması, son kontrolde yüzey pürüzlülük cihazı ile ölçülmesi, raporlanması, arşivlenmesi
PROBLEM : Korozyon ve paslanma
SEBEPLER : Hatalı ve kalitesiz kaplama malzemesi seçilmiş olması, kaplama proseslerinin yanlış olması, su, aşındırıcı akışkan, yoğun nem ve yanlış ambalajlama koşulları
SONUÇLARI : Üründeki kaplamanın yetersiz veya yanlış olması kasnağın paslanmasına ve kayış ömrünün azalmasına sebep olur
TORKPT FARKI : Fosfatlama prosesinin kimyasal analizlerinin sürekli yapılarak 76 saatlik tuz sis testine dayanıklı ürünler elde edebilecek fosfat malzemelerin kullanımı
PROBLEM : Markalama hataları
SEBEPLER : Markalama tipinin yanlış seçilmesi
SONUÇLARI : Görsel olarak ürünlerin anında ayırt edilebilmesi açısından lazer markalama önem arzetmektedir. Ayrıca lazer olmayan markalamada karekod uygulamak mümkün değildir. Kasnak üzerindeki karekod bilgisi, depo giriş çıkışında daha sağlıklı bir stok takibine imkan sağlar. Kalite izlenilebilirliğinin sağlanması için her ürüne özel kod verilmesi gerekir.
TORKPT FARKI : Lazer markalama işlemi ile ürünlerimizin stok kodları, TSE logosu, tescilli ticari marka logosu (TORKPT), imalat bilgileri ve karekod detayları silinmez bir şekilde yazılabilmektedir.
PROBLEM : Ambalajlama hataları
SEBEPLER : Uygun ambalajlamanın seçilip uygulanmamış olması
SONUÇLARI : Ambalajlama hatalarından dolayı ürünlerde çizilme, kırılma, ezilme ve korozyondan etkilenmeler meydana gelir
TORKPT FARKI : Sevkiyat ve depolama şartlarına uygun olan ambalajlama seçilerek, özellikle shrinksiz depolama ve sevkiyat yapılmamaktadır